Le cintrage s’effectuant à froid, les caractéristiques mécaniques du tube devront répondre à quelques exigences spécifiques, voyons lesquelles…
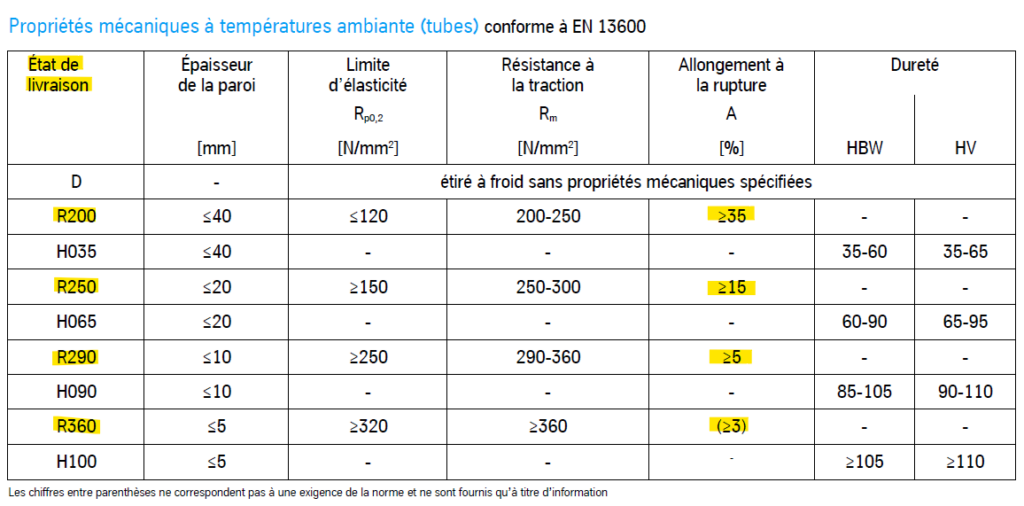
Outre les dimensions (Ø extérieur et Ø intérieur) le principal facteur affectant le cintrage est la capacité du tube à s’allonger. Nous avons vu dans l’article « Comment cintrer un tube » que des efforts importants et différents étaient apposés pendant le cintrage sur l’intrados du tube (intérieur du cintre) et sur son extrados (extérieur du cintre). Nous comprenons aisément que plus le matériaux sera « souple » et « fluide », plus sa déformation sera facile à maitriser. Ce paramètre s’appelle « l’Elasticité », nommé « A% ». Celle-ci est mesurée à travers des essais généralement relatifs à la norme EN 10204. Plus le chiffre est élevé, plus le tube sera « malléable »; plus il est bas et plus le tube risquera de casser quand des efforts lui seront apposés.

Ce paramètre est contraint par la norme du tube. (dans l’exemple ci-dessus : A% demandé à minimum 40%; Il est néanmoins possible de le travailler spécifiquement en réalisant un traitement thermique après fabrication plus communément appelé « recuit » ou « Etat de livraison ». Ces méthodes sont particulièrement utilisées sur des nuances comme l’Aluminium ou le Cuivre.
Le second facteur impactant le cintrage sera la limite d’élasticité du tube. Elle est exprimée en MPa. C’est la contrainte à partir de laquelle ma matière commence à se déformer de manière permanente. Exemple pour un acier « S235 » : Tant qu’on reste en dessous de 235 MPa, la déformation est réversible. Au-delà, on entre dans le domaine plastique, la déformation est définitive. Plus cette limite est élevée, plus nous devrons augmenter la force employée pour réaliser le cintrage.
Le monde du tube répond à des normes spécifiques qui permettent de les classer en grandes familles. Toutefois, chaque lot de production résulte d’une recette propre, composée à la fois d’une liste d’ingrédients et d’un procédé de fabrication. Ainsi, chaque lot est unique, et sa réaction au cintrage variera. Par conséquent, le cintreur privilégie naturellement le travail de tubes issus d’un même lot, afin d’éviter des réglages fréquents de sa machine.
Les Normes de tubes
C’est la résultante de la combinaison de la nuance et du procédé de fabrication. Il en existe une multitude, elles sont donc différentes des normes utilisées pour les Tôle et les bruts d’usinage.
Concentrons nous tout d’abord sur les tubes Acier et INOX, les deux nuances majoritairement travaillées sur le marché. Deux grandes familles vont ressortir : les tubes soudés et les tubes sans soudures.
- Les tubes soudés en Acier seront fabriqués à partir de tôle roulés puis soudés. Ils présentent l’avantage d’être plus compétitifs mais seront moins résistants notamment à la pression. Pour nous cintreurs, la soudure va engendrer un comportement particulier qui, en fonction de son orientation, engendrera une réaction différente. La soudure va également présenter un bourrelet à l’intérieur du tube qui peut gêner l’utilisation et l’ajustement du mandrin.
- EN 10219 : tubes ronds, carré, rectangles soudés à froid
- EN 10217-1/2/3/4
- EN 10305-3 pour les tubes ronds et 10305-5 pour les tubes rectangulaires
- EN 10210 : étirés à chaud
- Les tubes sans soudures en Acier réalisés à partir d’une billette montée à environ 1200°C percée en son centre grâce à un dispositif spécifique. (lien pour en savoir plus…)
- Tubes laminés à chaud :
- 10216-1 : Pour les canalisations basse pression
- 10216-2 : Températures et pressions élevés (tubes chaudière)
- 10216-3 : Pour les tubes sans pression
- 10216-4 : Très basses pression
- Tubes étirés à froid obtenus à partir d’un tube laminé à chaud puis décapé et passé à travers une filière
- 10305-1 : Essentiellement pour un usage mécanique
- 10305-4 : Celui le plus couramment utilisé comme les anciens « TU37B » ou « TU52B » par exemple
- Tubes laminés à chaud :
Dans la famille des Aciers Inoxydables, il existe une multitude de nuances dont les principales sont le 304 et le 316. (1.43xx / 1.44xx) Tout comme les autres matériaux, nous pouvons augmenter leur capacité d’allongement en sélectionnant un traitement post-fabrication appelé « Hypertrempe ».
- Les tubes soudés en INOX répondent aux mêmes procédés de fabrication que ceux en acier carbone. Voici celles qui nous concerne principalement :
- EN 10217-7 : Tubes pour service sous pression
- EN 10296-2 : Tubes pour utilisations générales et en construction mécanique
- EN 10219-2 : Tubes de construction formés à froid
- ASTM A312 et ASTM A778 : tubes pour applications à haute température et en milieu corrosif
- Les tubes sans soudure en INOX
- EN 10216-5 : Tubes sous pression, le plus couramment utilisé en cintrage
- EN 10297-2 : Tubes pour utilisation en mécanique générale
D’autres nuances sont travaillées notamment dans l’Aéronautique et le Spatial: l’Aluminium, le Titane et l’Inconel et leurs dérivés (INCLOLOY, INCONEL, Hastelloy) pour leurs caractéristiques mécaniques, leur résistance à la corrosion, à la température et leur poids. Tout comme pour les autres matières, on y trouve des tubes soudés et sans soudure. Nous réaliserons un article spécifique à ces matières prochainement..
Mémo pour retenir l’essentiel et choisir le bon tube :
- Si vous avez la norme alors précisez juste l’état de finition souhaité 🙂
- Si vous ne l’avez pas :
- Nuance : on y pense toujours, c’est le type d’acier, d’inox, d’aluminium etc. qui répond aux exigences de votre application
- Dimensions :
- Diamètre Extérieur
- Diamètre Intérieur du tube
- La longueur des barres achetées chez les distributeurs est très souvent 6m mais, si les volumes sont suffisants, des fabrications en usine de longueurs différentes sont possibles.
Et si besoin, appelez-nous : 04 72 02 64 90