Since bending is performed cold, the mechanical characteristics of the tube must meet specific requirements. Let’s take a look…
In addition to dimensions (outer Ø and inner Ø), the main factor affecting bending is the tube’s elongation capacity. We saw in the article “How to bend a tube” that significant and different forces are applied during bending to the intrados (inside of the bend) and the extrados (outside of the bend). It is easy to understand that the more “flexible” and “fluid” the material is, the easier its deformation will be to control. This parameter is called “Elasticity,” denoted as “A%.” This is measured through tests generally related to the EN 10204 standard. The higher the number, the more “malleable” the tube will be; the lower it is, the more likely the tube is to break when forces are applied.

This parameter is constrained by the tube standard (in the example above: A% required at a minimum of 40%). However, it can be specifically modified by performing a heat treatment after manufacturing, more commonly known as “annealing” or “Delivery condition.” These methods are particularly used on grades such as Aluminum or Copper.
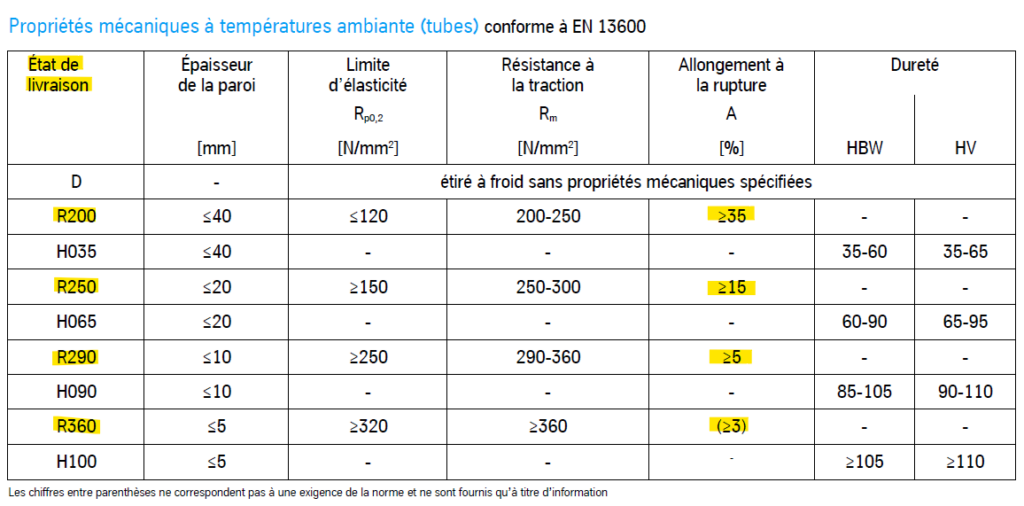
The second factor impacting bending is the yield strength of the tube. It is expressed in MPa. This is the stress point at which the material begins to permanently deform. Example for “S235” steel: As long as we stay below 235 MPa, the deformation is reversible. Beyond that, we enter the plastic range, and the deformation is permanent. The higher this limit, the more force we must use to perform the bending.
The world of tubing follows specific standards that allow them to be classified into major families. However, each production batch results from its own recipe, composed of both a list of ingredients and a manufacturing process. Thus, each batch is unique, and its reaction to bending will vary. Consequently, the bender naturally prefers working with tubes from the same batch to avoid frequent machine adjustments.
Tube Standards
This is the result of the combination of the grade and the manufacturing process. There are many of them, and they are therefore different from the standards used for sheet metal and machining blanks.
Let’s focus first on Steel and STAINLESS STEEL tubes, the two most common grades on the market. Two main families emerge: welded tubes and seamless tubes.
- Welded Steel tubes are manufactured from rolled sheets that are then welded. They offer the advantage of being more competitive but are less resistant, particularly to pressure. For us benders, the weld creates a specific behavior which, depending on its orientation, will cause a different reaction. The weld also presents a bead inside the tube that can interfere with the use and adjustment of the mandrel.
- EN 10219: cold-formed welded round, square, and rectangular tubes
- EN 10217-1/2/3/4
- EN 10305-3 for round tubes and 10305-5 for rectangular tubes
- EN 10210: hot-finished
- Seamless Steel tubes are made from a billet heated to approximately 1,200°C and pierced in its center using a specific device. (link to find out more…)
- Hot-rolled tubes:
- 10216-1: For low-pressure piping
- 10216-2: High temperatures and pressures (boiler tubes)
- 10216-3: For non-pressure tubes
- 10216-4: Very low pressure
- Cold-drawn tubes obtained from a hot-rolled tube, then pickled and passed through a die
- 10305-1: Primarily for mechanical use
- 10305-4: The most commonly used, such as the former “TU37B” or “TU52B” for example
- Hot-rolled tubes:
In the Stainless Steel family, there are many grades, the main ones being 304 and 316 (1.43xx / 1.44xx). Just like other materials, we can increase their elongation capacity by selecting a post-manufacturing treatment called “Solution Annealing.”
- Welded STAINLESS STEEL tubes follow the same manufacturing processes as carbon steel tubes. Here are the ones that primarily concern us:
- EN 10217-7: Tubes for pressure purposes
- EN 10296-2: Tubes for general purposes and mechanical engineering
- EN 10219-2: Cold-formed structural tubes
- ASTM A312 and ASTM A778: tubes for high-temperature and corrosive environments
- Seamless STAINLESS STEEL tubes
- EN 10216-5: Pressure tubes, the most commonly used in bending
- EN 10297-2: Tubes for general mechanical use
Other grades are worked, particularly in Aerospace and Defense: Aluminum, Titanium, and Inconel and their derivatives (INCOLOY, INCONEL, Hastelloy) for their mechanical characteristics, corrosion resistance, temperature resistance, and weight. As with other materials, both welded and seamless tubes are available. We will be publishing a specific article on these materials soon.
Summary for remembering the essentials and choosing the right tube:
- If you have the standard, just specify the desired finish condition 🙂
- If you don’t have it:
- Grade: always keep this in mind; it is the type of steel, stainless steel, aluminum, etc., that meets your application’s requirements
- Dimensions:
- Outer Diameter
- Inner Diameter of the tube
- The length of bars purchased from distributors is very often 6m, but if volumes are sufficient, factory production of different lengths is possible.
And if needed, call us: 04 72 02 64 90